





绝大多数高l端精密件、复杂结构件、高洁净件,能完全替代;简单廉价大件、重倒角粗去毛刺场景,不用完全替代,可互补。
一、哪些情况可以完全替代振动研磨
1.有内孔、盲孔、交叉孔、深槽、复杂内腔
振研磨磨石进不去、抛不到、去毛刺不干净;等离子电场全覆盖,内外一致、死角全部处理到位。
2.薄壁件、薄片、精密微型件
振动研磨互相撞击、磕碰、变形、刮伤;等离子无接触、无应力、不碰撞、不变形。
3.医疗、航空、316L、钛合金、金银首饰
振磨有磨料嵌入、粉尘残留,达不到高洁净;等离子无磨料、无嵌砂、表面洁净,满足医用和高l端标准。
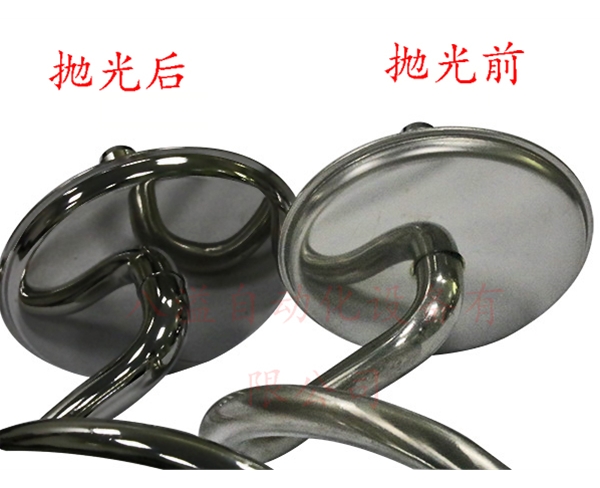
4.要求表面镜面、无纹路、提升盐雾耐腐蚀
振磨只能做哑光磨砂,有研磨纹路,防腐提升有限;等离子可做镜面整平、闭合微观缺陷、钝化强化、盐雾大幅提升。
5.批量要一致性高、无磕碰色差
振磨工件互相碰撞,容易碰伤、明暗不一;等离子整炉效果统一,件件一样、无碰伤、无变形。
6.后续要电镀、阳ji氧化、喷涂
等离子表面更干净均匀,附着力远好于振磨工件,不良率更低。

二、哪些情况不适合完全替代振动研磨
1.需要超l大余量、厚重飞边粗去除
等离子是微米级微量去除,不适合大口切掉厚毛刺、大披锋。
2.普通低价大件、厚重五金、铸铁毛坯
看重低成本、只要求简单倒角去灰,振动研磨更便宜、性价比更高。
3.要求超l大 R 角、重滚圆倒角
等离子只能均匀小圆角,做不出振动研磨那种大倒角。
高l端精密、复杂异形、内腔死角、薄壁易变形、医疗航空高洁净、要镜面和盐雾提升的工件,等离子抛光可以完全替代振动研磨;
普通粗去毛刺、大余量、低成本大件,建议两者搭配使用。

您好,欢迎莅临八溢,欢迎咨询...
 触屏版二维码 |





